免費服務電話400-668-2041


隨著市場需求的多元化,輸液瓶、飲料瓶、塑料周轉箱、紙箱的種類越來越多,在同一台裝箱機上用多種瓶、箱的情況不斷出現,必須針對每台裝箱機不同的瓶、箱組合,設計出快速更換的變更部分。抓瓶裝置作為裝箱機的最主要的變更件,其快速更換尤其重要。一件多用的抓瓶裝置,是快速更換中最快的一種。采用這種抓瓶裝置,當瓶、箱更換時,隻需選擇該瓶、箱相應的電氣程序:在控製麵板上將旋轉開關旋轉到相應的程序,或在觸摸屏的菜單中選擇相應的程序即可。
1 瓶、箱種類現狀
目前在1.5萬瓶/h、2.4萬瓶/h、3.6萬瓶/h、4萬瓶/h啤酒、飲料灌裝生產線上,裝箱機所用的輸液瓶的直徑多為60~76mm,飲料瓶直徑多為53~70mm,所用的箱有4×6塑料周轉箱、3×4塑料周轉箱、4×5塑料周轉箱、3×4紙箱、4×6紙箱、3×5紙箱、4×5紙箱、2×3紙箱等等,各灌裝生產線有不同的瓶、箱組合。
2 裝箱機變更部分的簡要說明
裝箱機的變更部分主要有:抓瓶裝置、導瓶裝置、理瓶裝置、分箱裝置,如圖1所示,其中導瓶裝置和理瓶裝置在輸瓶帶上,其功能主要是將瓶排列符合要求,為抓瓶作準備;分箱裝置在輸箱帶上,其功能主要是將箱排列符合要求,為放瓶作準備;而抓瓶裝置則是連接了這兩部分其在輸瓶帶上的導瓶裝置處抓瓶,移動,在輸箱帶上的分箱裝置處將瓶放入箱中。
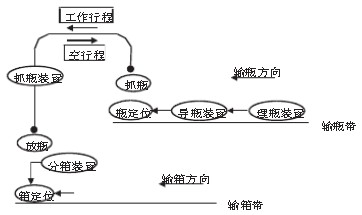
圖1 抓瓶裝箱工作原理圖
裝箱機的輸瓶帶沿縱向輸瓶,輸瓶帶上的瓶在橫向上通過導瓶板隔開,在縱向上是靠緊的,導瓶裝置中瓶道的排列優先采用6瓶道加1空隔道,這與4×6塑箱對應;其次是3瓶道加1空隔道,這與3×4塑箱對應;當隻有紙箱或特殊組合時,采用無空隔道的排列。
導瓶裝置示意圖如圖2所示。
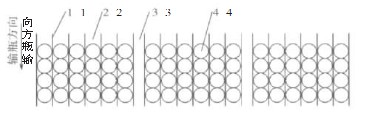
1-導瓶板;2-瓶道;3-空隔道;4-6瓶道排列
圖2 導瓶裝置示意圖
箱的走向也是設計方案的一個重要部分,對於每一種箱子而言,進箱時寬度方向朝前稱為縱向進箱,長度方向朝前稱為橫向進箱,在以下方案中4×6塑箱均是縱向進箱,3×4塑箱均是橫向進箱,3×4紙箱均是橫向進箱。
抓瓶裝置中最主要的單元是抓頭夾持板,其上裝有抓頭,夾持板之間可相對滑動變距。抓頭夾持板有不同的形式,以縱向列數×橫向排數表示,有3×4抓頭夾持板、1×4抓頭夾持板、(6+6+6+…)×1抓頭夾持板、1×2、1×3、2×4、4×4、5×4等。
抓瓶裝置的變距(圖3):抓瓶裝置中抓頭夾持板之間的變距由氣缸完成,變距形式分為橫向變距、縱向變距。橫向變距解決的是所用的箱中瓶的排列格局與導瓶裝置中的瓶的排列格局不同的問題,也就是抓瓶放瓶時抓頭的橫向間距不同的問題;縱向變距解決的是小瓶的瓶徑與塑料周轉箱的箱格大小不匹配的問題,也就是抓瓶放瓶時抓頭的縱向間距不同的問題。
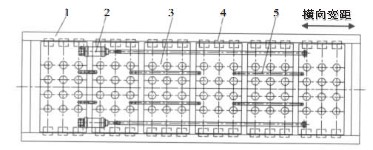
1-具有導軌功能的框架;2-氣缸;3-3×4抓頭夾持板;4-滑板;5-定位條
圖3抓瓶裝置變距示意圖
要實現快速更換,必須設法使得各部分少更換、不更換。本文所列的幾種設計方案均是:在每套方案中,用不同的瓶、箱時,導瓶裝置的瓶的排列方式不變,其中的導瓶板的間距不變;分箱裝置與箱對應,一種箱用一套分箱裝置;抓瓶裝置一件多用,通過抓頭之間的變距,使抓頭在輸瓶帶上抓瓶時與導瓶裝置中排列好的瓶對應,在輸箱帶上放瓶時與分箱裝置處排列好的箱對應,每種瓶、箱對應一套電氣程序,以下這些方案中的抓瓶裝置是不更換的。





