免費服務電話400-668-2041


自動開箱裝箱封箱裝置是裝箱生產線的重要組成部分,基於臥式自動裝箱生產線的生產要求,昱莊機械研究了紙箱的展開與裝箱的工藝原理,提出了以展開機構、開箱、裝箱及封箱4個基本功能模塊為主體的結構方案,分析了臥式裝箱生產線開箱與合箱裝置氣動控製係統的組成原理和控製方法,提出了自動開箱及裝箱裝置的氣動控製解決方案和設計方法,為進一步研究包裝生產線的設計與開發提供了理論基礎。
全自動裝箱生產線開箱裝箱封箱係統組成原理與工藝流程
全自動裝箱生產線的開箱裝箱封箱係統一般由開箱機構、保持機構、裝箱機、送箱鏈道等組成,通過折疊紙箱輸送機構和送箱鏈道,上述機構采用機械傳動係統連接,並利用電氣控製係統控製各機構的執行機構,包括電機、氣缸在內的元件,共同配合完成開箱、保持姿態的動作,並與送料子係統配合完成裝箱動作,最後完成合箱及封箱的動作。圖1所示為全自動裝箱生產線的開箱裝箱封箱裝置的總體布局示意圖。
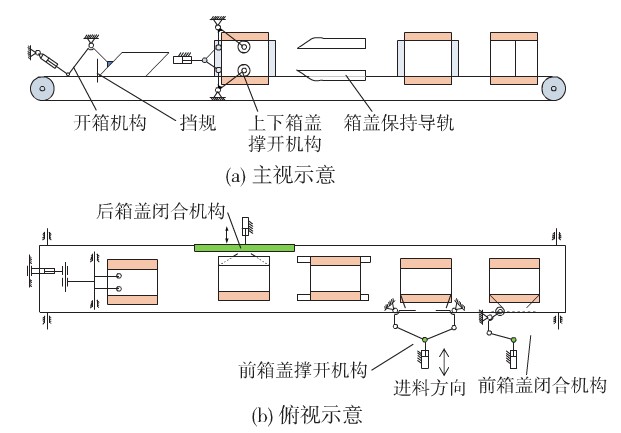
圖1 全自動裝箱生產線開箱裝箱封箱裝置的總體布局示意圖
開箱及封箱係統的工藝流程如下:
當輸料鏈道上的裝箱等待位置有待進入紙箱的產品時,相應的檢測開關將信號發送到主控PLC上,控製程序啟動輸箱機構向輸箱鏈道上送入呈現臥姿的未展開紙箱,紙箱進入指定位置時,輸箱鏈道的驅動電機停轉,開箱機構的驅動氣缸活塞縮回,驅動擺杆順時針旋轉,同時控製擺杆端部吸嘴動作的真空發生器也通氣,吸嘴吸住紙箱的表麵,然後氣缸活塞伸出使擺杆逆時針回擺,同時,在擋規的配合下,將紙箱呈臥式展開;在開箱機構的驅動氣缸活塞到達指定位置後,限位開關使吸嘴保持在上極限位置,將紙箱保持在展開的狀態;位於紙箱開口兩側的上下箱蓋撐開機構的驅動氣缸活塞伸出,通過擺杆末端的滾輪將上下箱蓋向外側撐開,後箱蓋閉合氣缸推動導板向內移動,將後箱蓋的內側箱蓋閉合;輸箱鏈道隨之重新移動,在箱蓋保持導軌與後蓋閉合導板的配合下,紙箱以直立展開的姿態被送到裝箱位置,等待內裝產品的就位;當產品堆疊子係統將產品送至裝箱工位後,作為堆疊子係統與開箱子係統的接口機構,前箱蓋撐開機構的驅動氣缸動作,將前箱蓋向左右兩側撥開,產品被裝箱機構水平推入紙箱,完成裝箱;鏈道重新啟動,將裝好的紙箱送向合箱工位,同時利用導軌將後箱蓋上下兩個箱舌閉合,到達合箱工位後,鏈道停止,由前箱蓋閉合機構將前蓋左右箱舌閉合;鏈道再次將紙箱送向最後的封箱工位,到達封箱工位的過程中利用合箱導軌將前蓋的上下箱舌閉合,從而完成整個紙箱的合箱操作,最後經過封箱工位時,由自動封箱模塊在前後兩側完成紙箱底部與麵部的同時縱向膠帶封合。





